寶米勒伺服在火焰切割機(jī)上的應(yīng)用
bmller 2021-04-02
設(shè)備說明
火焰切割機(jī)是利用燃?xì)馀溲鯕饣蛘咂团溲鯕膺M(jìn)行金屬材料切割的一種切割設(shè)備。根據(jù)切割材料和切割金屬的厚度從工藝角度來說,一般5mm以上的碳鋼板推薦用火焰進(jìn)行切割,因?yàn)榇祟愪摪瀹a(chǎn)生的熱變形很小。不銹鋼和有色金屬不能用火焰進(jìn)行切割,原因是不銹鋼在受熱后表面產(chǎn)生高溫度氧化層,阻止熱量向下傳遞,從而影響板材的熔斷,銅鋁等有色金屬的散熱能力很強(qiáng),導(dǎo)致割面的熱量快速散去,也影響到板材熔斷。與等離子切割、激光切割、高壓水射流切割相比,火焰切割生產(chǎn)投入小,加工厚度大,適合精度要求不高的粗加工行業(yè)。
工業(yè)要求
對(duì)于Y軸的兩路導(dǎo)軌,要求有較高的同步精度。
切割時(shí),要求系統(tǒng)走位精確。
系統(tǒng)節(jié)構(gòu)
火焰切割機(jī)如圖所示,有X、Y兩軸,橫向的為X軸,使用一套伺服系統(tǒng),縱向?yàn)?/span>Y軸,有兩套伺服系統(tǒng)。控制板卡有兩路脈沖+方向信號(hào)輸出,其中X軸加1:10減速機(jī),用一路脈沖+方向,Y軸加1:40減速機(jī),兩臺(tái)伺服的脈沖和方向同時(shí)接板卡的另一路脈沖+方向信號(hào),達(dá)到兩邊導(dǎo)軌的同步。

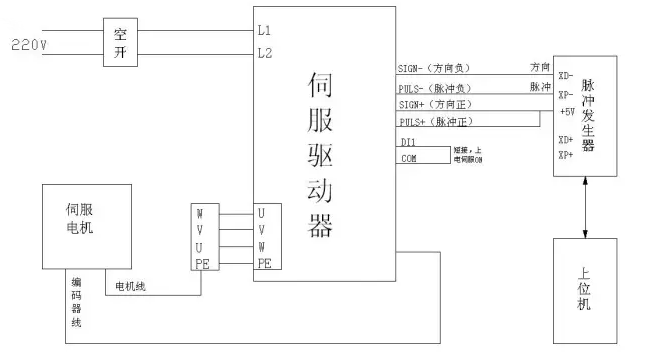
系統(tǒng)工作原理
伺服驅(qū)動(dòng)器工作在位置模式,以X軸為例,系統(tǒng)原理圖如下圖所示。通過脈沖控制卡的脈沖輸出來控制伺服電機(jī),方向信號(hào)控制電機(jī)的運(yùn)轉(zhuǎn)方向。 Y軸與X軸控制原理相同。